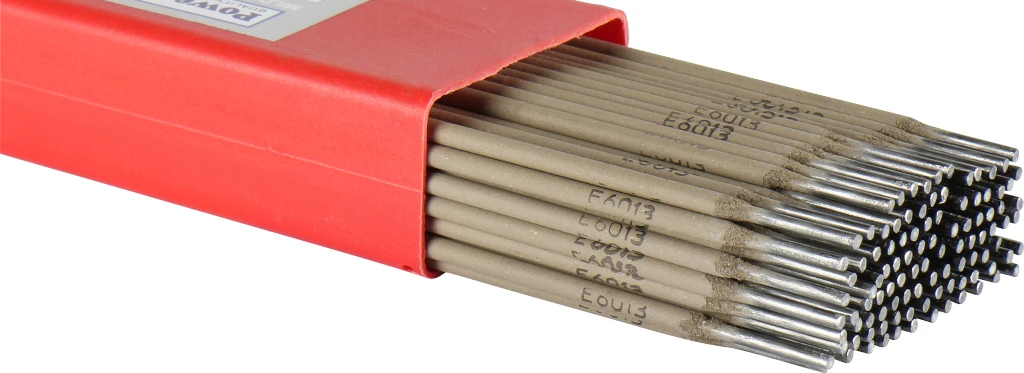

Недавно, во время визита к одному из наших клиентов в Намангане, мы столкнулись с классической проблемой, которая часто ставит в тупик технологов. В мыльнице, прямо поверх свежего порошка, образовались твердые черные «камни».
В данном процессе использовалась смазка traxit KE — высококачественный продукт на смешанной основе (Ca+Na) с содержанием жира 45%. Казалось бы, отличный продукт должен давать отличный результат. Но почему он превратился в нагар?
Механика работы сухой смазки в процессе волочения
Прежде чем мы попытаемся понять, что произошло в данном случае, давайте попробуем визуализировать, как ведут себя сухие смазки в мыльнице, и разберемся, когда наступает фаза размягчения.
Эффективность процесса волочения напрямую зависит от физической трансформации смазочного материала под воздействием температуры и давления. Смазка должна не просто находиться в зоне деформации, а последовательно пройти путь от порошкообразного состояния до формирования однородной вязкопластичной пленки. Любое нарушение в этой цепочке — будь то преждевременное комкование или недостаточное размягчение — критически влияет на качество поверхности проволоки и износ инструмента. Ниже приведена схема, которая помогает отследить поведение продукта на четырех ключевых этапах внутри волоки.
Зона 1: Поведение порошка
В зависимости от формы и размера гранул, плотности и твердости продукта, а также шероховатости и скорости проволоки, может возникнуть риск туннелирования (образования пустот в мыльнице).
Зона 2: Склонность к комкованию
В зависимости от скорости волочения, давления, температуры и угла входа проволоки в волоку, существует риск комкования.
Зона 3: Пластическая фаза
Под воздействием давления и скорости захваченное мыло переходит в пластическую фазу. Это определяет итоговую толщину смазочной пленки.
Зона 4: Вязкопластическая фаза
Мыло достигает «вязкопластической фазы». Консистенция смазочной пленки снижается из-за высоких температур и сил сдвига.
Плавление или разложение: в чем разница?
Любая сухая смазка при волочении должна плавиться в рабочем конусе волоки, создавая тонкую пластичную пленку.
- Плавление (Физическое изменение): Смазка становится вязкой, как воск. Это норма. При остывании она возвращается в твердое состояние, сохраняя свои свойства.
- Термическое разложение/Деструкция (Химическое изменение): Если температура превышает критический порог, химические связи в жировых цепях разрушаются. Смазка буквально «готовится» и превращается в углеродный остаток — тот самый черный «уголь», который вы видите на фото.
Почему разложение произошло с traxit KE?
На объекте в Намангане сошлись два критических фактора:
- Отсутствие охлаждения: Мыльницы и барабаны (капстаны) не имели системы водяного охлаждения.
- Высокое обжатие: Чрезмерная степень деформации за один проход генерировала колоссальное количество тепла.
Смазка с 45% содержанием жира («жирная» смазка) имеет более низкую температуру размягчения. В условиях отсутствия охлаждения температура в зоне волочения мгновенно перешагнула порог в 250–300°C, что привело к необратимому обугливанию мыла.
Ограничение старого оборудования
Этот случай доказывает важный тезис: старые, неохлаждаемые станы ограничивают возможности вашего производства. Мы не можем использовать на таких машинах самые современные, «скоростные» смазки с высоким содержанием жира, потому что они требуют строгого температурного контроля. На оборудовании без охлаждения мы вынуждены использовать «тощие» (lean) смазки с низким содержанием жира и высоким содержанием извести. Они стабильнее при перегреве, но не позволяют достичь той скорости и качества поверхности, которые дают премиальные продукты.
Сравнение температурных характеристик смазок traxit
Для наглядности мы подготовили таблицу типичных температурных режимов для различных групп смазок traxit:
| Наименование | Состав | Содержание жира | Темп. размягчения, °C | Темп. разложения, °C |
|---|---|---|---|---|
| AT 10 | Ca | низкое | 160°C | 206°C |
| G57 | Ca | низкое | 170°C | 217°C |
| G59 | Ca | низкое | 170°C | 217°C |
| TR 300 | Ca-Na | высокое | 145°C | 220°C |
| KE | Ca-Na | среднее | 175°C | 224°C |
| DS 51 E | Ca | низкое | 140°C | 225°C |
| DS 608 | Ca | низкое | 160°C | 225°C |
| TR 41 | Ca | среднее | 190°C | 231°C |
| traxit 2889 | Ca-Na | высокое | 125°C | 232°C |
| G40 | Ca | среднее | 190°C | 239°C |
| SL 2020 BS | Na | высокое | 182°C | 244°C |
| C 4540 | Ca-Na | среднее | 190°C | 260°C |
Вывод: Чтобы внедрять технологии уровня traxit и улучшать качество своей проволоки, необходимо инвестировать в модернизацию систем охлаждения. Без этого даже самая дорогая смазка превратится в «кокс» в первой же мыльнице.