Производство качественных покрытых сварочных электродов начинается с правильной подготовки стального сердечника. В этой статье мы разберем, как обеспечить стабильное волочение проволоки в условиях отсутствия подсмазочного слоя, используя передовые решения от мирового лидера — компании traxit.
Классификация сварочной проволоки: что мы волочим?
Для правильного выбора технологии волочения крайне важно разделять типы сварочных материалов. Процессы их производства существенно различаются:
- Сердечники для штучных электродов (MMA): Тема данной статьи. Требуют специфической чистоты поверхности для последующего нанесения флюса (обмазки).
- Проволока MIG/MAG: Сплошная проволока для полуавтоматов. Обычно подвергается омеднению и требует смазок с высокой электропроводностью.
- TIG-прутки: Присадочный материал для аргонодуговой сварки. Главное требование — отсутствие любых органических загрязнений на поверхности.
- Порошковая проволока: Сложная трубчатая конструкция. Требует деликатного обжатия, чтобы не повредить внутренний флюс.
Технология волочения без носителя смазки
Современные заводы все чаще отказываются от химического травления в пользу механического удаления окалины (путем перегиба или очистки щетками). Это экологично, но создает проблему: на поверхности металла нет пористого слоя (извести или фосфатов), который мог бы удерживать сухую смазку.
Без «носителя» обычный порошок не попадает в зону деформации, что приводит к перегреву волок, обрывам проволоки и браку поверхности.
traxit AT 10: Специализированное решение
Для решения проблемы адгезии на чистом металле разработано «тощее» кальциевое мыло — traxit AT 10.
Технические преимущества traxit AT 10:
- Максимальная адгезия: Смазка фиксируется на гладкой поверхности проволоки после механической очистки.
- Стабильный коэффициент трения: Обеспечивает равномерное прохождение через первую, самую нагруженную волоку.
- Чистота поверхности: Низкое содержание жира гарантирует, что остаточная пленка не будет препятствовать адгезии обмазки (флюса) на этапе экструзии электродов.
Применение аппликатора WILCO LA-CW

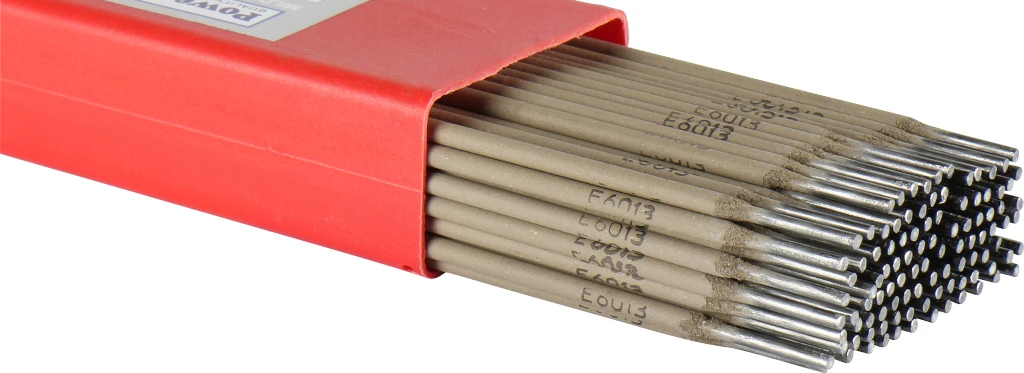
Для достижения наилучшего результата использование одной лишь качественной смазки недостаточно. При волочении без подсмазочного слоя в первой мыльнице обязательно должен быть установлен механический аппликатор, такой как WILCO LA-CW.
Зачем нужен аппликатор? Он создает принудительное давление и уплотняет слой traxit AT 10 вокруг движущейся проволоки. Это гарантирует, что в рабочий конус волоки попадет достаточное количество смазочного материала, предотвращая прямой контакт «металл-металл».
Влияние на качество сварного шва
Выбор Traxit AT 10 напрямую влияет на сварочные характеристики готового электрода:
- Отсутствие пористости: Смазка не содержит избыточных углеводородов, которые при сварке могут выделять водород.
- Прочность покрытия: Остатки смазки на сердечнике не вызывают отслоения флюса при хранении или транспортировке электродов.
Заключение
Использование связки из специализированного мыла traxit AT 10 и аппликатора WILCO позволяет производителям сварочных электродов выйти на новый уровень производительности и качества.
Дисклеймер: Компания OOO «The GreaseMan» является официальным представителем traxit (Германия) в Узбекистане. Мы осуществляем прямые поставки, подбор технологических карт волочения и технический аудит производственных линий.
Для получения консультации и заказа образцов traxit AT 10 свяжитесь с нашим офисом в Ташкенте.








{kind=link}
{kind=link}